-
 DESCRIPTION Special relief on the cutter body allows for deep slotting work. Suitable for plunging. Note:LH58L, LH58L2, LH34L, not to be used in a portable router.
DESCRIPTION Special relief on the cutter body allows for deep slotting work. Suitable for plunging. Note:LH58L, LH58L2, LH34L, not to be used in a portable router. -
 These router cutters are designed for use on template and pattern work, blind profiling and plunging They have a shank mounted bearing which will run along and follow the template which is attached to the work piece with the end result being an exact duplicate of the template itself.
These router cutters are designed for use on template and pattern work, blind profiling and plunging They have a shank mounted bearing which will run along and follow the template which is attached to the work piece with the end result being an exact duplicate of the template itself. -
 Widely used for copy profiling and flush trimming . Aluminium cutting reference numbers TTSIBGT90LK-1/2 , TTSIBGT90LK-1/4 Downward shear cutter action reference numbers TTBGT90LKS-1/2, TTBGT90LKS-1/4, TTBGT90LKS-12, TTBGT90LKS-6, TTBGT90LKS-8, TTBGT90S-1/4, TTBGT90S-6, TTBGT90S-8, cutters have a downward shear cutting action. Top and Bottom bearing guided reference numbers TBGT90LK1DB-1/2, TTBGT90LK2DB-1/2, TTBGT90LK2DB-12, TTBGT90LK2DB-4-1/2, TTBGT90LKDB-1/2, TTBGT90LKDB-8 TTBGT90LKSLP-1/4, TTBGT90SLP-1/4 have a low profile end screw for restrictive access applications. Oversize bearing cutters reference numbers TTIBGT63LK-B375-1/4, TIBGT63LK-B375-6 have an oversize bottom bearing for overhang trimming. TTSET1214-1/4 has a solid end bearing for heavy duty work.
Widely used for copy profiling and flush trimming . Aluminium cutting reference numbers TTSIBGT90LK-1/2 , TTSIBGT90LK-1/4 Downward shear cutter action reference numbers TTBGT90LKS-1/2, TTBGT90LKS-1/4, TTBGT90LKS-12, TTBGT90LKS-6, TTBGT90LKS-8, TTBGT90S-1/4, TTBGT90S-6, TTBGT90S-8, cutters have a downward shear cutting action. Top and Bottom bearing guided reference numbers TBGT90LK1DB-1/2, TTBGT90LK2DB-1/2, TTBGT90LK2DB-12, TTBGT90LK2DB-4-1/2, TTBGT90LKDB-1/2, TTBGT90LKDB-8 TTBGT90LKSLP-1/4, TTBGT90SLP-1/4 have a low profile end screw for restrictive access applications. Oversize bearing cutters reference numbers TTIBGT63LK-B375-1/4, TIBGT63LK-B375-6 have an oversize bottom bearing for overhang trimming. TTSET1214-1/4 has a solid end bearing for heavy duty work. -
 Slitting saws for use with arbors TTLDTA and TTMGA6.35 When using this arbor TTMGA6.35 the screw head is only 1.5mm beyond the groover. The use of a bearing with 8 mm bore is possible on the shank side. These can be found in the bearings section through the main heading on the home page. TTLDTA Arbor inclusive spacers and bearing no. B16 (D = 16). Further bearings with bore 6,35 mm can be found in the bearings section through the main heading on the home page.
Slitting saws for use with arbors TTLDTA and TTMGA6.35 When using this arbor TTMGA6.35 the screw head is only 1.5mm beyond the groover. The use of a bearing with 8 mm bore is possible on the shank side. These can be found in the bearings section through the main heading on the home page. TTLDTA Arbor inclusive spacers and bearing no. B16 (D = 16). Further bearings with bore 6,35 mm can be found in the bearings section through the main heading on the home page. -
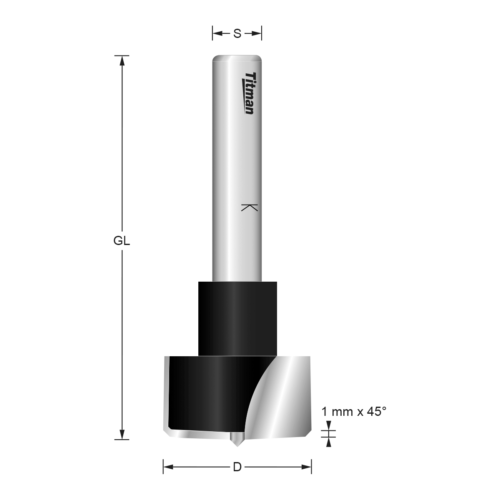 2 Wing with C/Point without Scribers TCT 2 wing available with or without scribers and parallel shanks. DESCRIPTION 2 wing available with or without scribers and parallel shanks. Right hand with centre point. Left hand available to special order - please contact the Sales Department for details. For boring bits at above 80mm overall length please contact the Sales Department for pricing and availability. These boring bits must be used in fixed head machines only, never in hand-held routing machines or hand-held drills. Select correct boring bit design for machine, material and thickness: Drill or Boring Machines: Softwood, Chipboard - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 2000 RPM. Hardwood - Use Scribers: 15mm-35mm 3000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 1500 RPM. MDF - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 1500 RPM. Laminate - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 2000 RPM. Diameters of 20mm and above with Scribers will burn at over 6000 RPM. Do not use Scribers on solid laminates. Router Machines: Softwood, Hardwood, Chipboard, MDF, Laminate - No Scribers over 6000RPM: 15mm-35mm 10000 RPM, 35mm-50mm 6000 RPM, 50mm-100mm 3000 RPM.
2 Wing with C/Point without Scribers TCT 2 wing available with or without scribers and parallel shanks. DESCRIPTION 2 wing available with or without scribers and parallel shanks. Right hand with centre point. Left hand available to special order - please contact the Sales Department for details. For boring bits at above 80mm overall length please contact the Sales Department for pricing and availability. These boring bits must be used in fixed head machines only, never in hand-held routing machines or hand-held drills. Select correct boring bit design for machine, material and thickness: Drill or Boring Machines: Softwood, Chipboard - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 2000 RPM. Hardwood - Use Scribers: 15mm-35mm 3000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 1500 RPM. MDF - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 1500 RPM. Laminate - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 2000 RPM. Diameters of 20mm and above with Scribers will burn at over 6000 RPM. Do not use Scribers on solid laminates. Router Machines: Softwood, Hardwood, Chipboard, MDF, Laminate - No Scribers over 6000RPM: 15mm-35mm 10000 RPM, 35mm-50mm 6000 RPM, 50mm-100mm 3000 RPM. -
 DESCRIPTION 2 wing with centre point and with or without scribers and parallel shanks. Right hand with centre point. These boring bits must be used in fixed head machines only, never in hand-held routing machines or hand-held drills. Softwood, Chipboard - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 2000 RPM. Hardwood - Use Scribers: 15mm-35mm 3000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 1500 RPM. MDF - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 1500 RPM. Laminate - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 2000 RPM. Diameters of 20mm and above with Scribers will burn at over 6000 RPM. Do not use Scribers on solid laminates. Router Machines: Softwood, Hardwood, Chipboard, MDF, Laminate - No Scribers over 6000RPM: 15mm-35mm 10000 RPM, 35mm-50mm 6000 RPM, 50mm-100mm 3000 RPM.
DESCRIPTION 2 wing with centre point and with or without scribers and parallel shanks. Right hand with centre point. These boring bits must be used in fixed head machines only, never in hand-held routing machines or hand-held drills. Softwood, Chipboard - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 2000 RPM. Hardwood - Use Scribers: 15mm-35mm 3000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 1500 RPM. MDF - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 1500 RPM. Laminate - Use Scribers: 15mm-35mm 3000-6000 RPM, 35mm-50mm 3000 RPM, 50mm-100mm 2000 RPM. Diameters of 20mm and above with Scribers will burn at over 6000 RPM. Do not use Scribers on solid laminates. Router Machines: Softwood, Hardwood, Chipboard, MDF, Laminate - No Scribers over 6000RPM: 15mm-35mm 10000 RPM, 35mm-50mm 6000 RPM, 50mm-100mm 3000 RPM. -
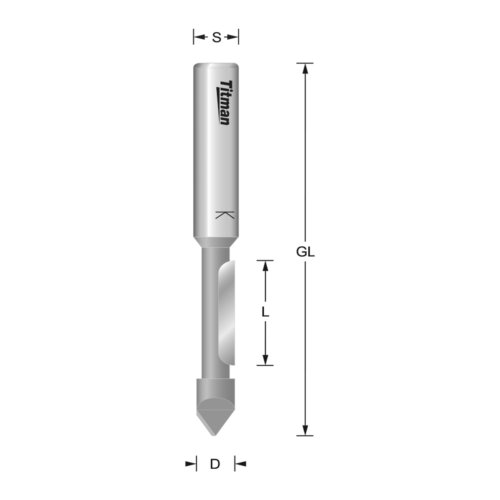 Panel Pilot Pierce and Trim TCT A very popular robust solid end plunge and guided panel pilot or pierce and trim cutter widely used within the caravan, mobile home and motor home manufacture industry, this is ideal for cutting apertures and openings in the walls and floor pans. DESCRIPTION The V point end design allows the cutter to plunging into the board and the solid guide immediately behind this is used as the follower. There are two options here in design with the single flute and double flute versions. A single flute cuts faster with good chip clearance which then has less friction, but can leave a rougher cut on certain materials. A double flute produces a cleaner finish with a slower feed rate The TTPDT127-1/2SF has a solid guide at the end and in the middle of two cutting edges allowing for the simultaneous trimming of a top and bottom covering over the wooden frame construction.
Panel Pilot Pierce and Trim TCT A very popular robust solid end plunge and guided panel pilot or pierce and trim cutter widely used within the caravan, mobile home and motor home manufacture industry, this is ideal for cutting apertures and openings in the walls and floor pans. DESCRIPTION The V point end design allows the cutter to plunging into the board and the solid guide immediately behind this is used as the follower. There are two options here in design with the single flute and double flute versions. A single flute cuts faster with good chip clearance which then has less friction, but can leave a rougher cut on certain materials. A double flute produces a cleaner finish with a slower feed rate The TTPDT127-1/2SF has a solid guide at the end and in the middle of two cutting edges allowing for the simultaneous trimming of a top and bottom covering over the wooden frame construction. -
 STC Spiral The accepted solid carbide cutter for machining and routing acrylics, plastics and Perspex. The helical cut gives a much easier lead into the material preventing snatching and chipping on cut. DESCRIPTION Perfect preparation before flame polishing of Perspex. Downcut for chip-free finish on MFC. DC in product code denotes Downcut. * = For use on very fine acrylics where downward cutting action will prevent vibration and component lifting. Use a P.T.F.E. spray to enhance performance and prevent waste from welding to the tool.
STC Spiral The accepted solid carbide cutter for machining and routing acrylics, plastics and Perspex. The helical cut gives a much easier lead into the material preventing snatching and chipping on cut. DESCRIPTION Perfect preparation before flame polishing of Perspex. Downcut for chip-free finish on MFC. DC in product code denotes Downcut. * = For use on very fine acrylics where downward cutting action will prevent vibration and component lifting. Use a P.T.F.E. spray to enhance performance and prevent waste from welding to the tool. -
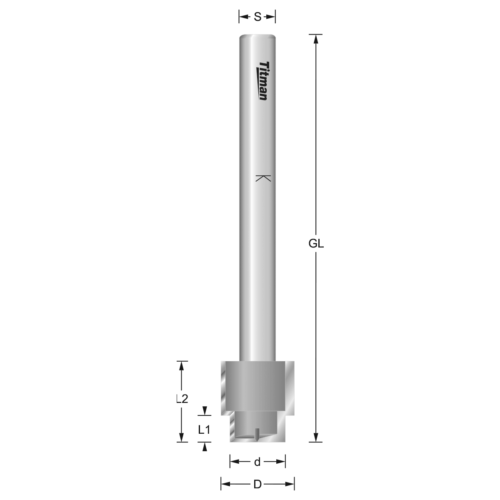 SINKING AND STRIP RECESSING TCT For library and book shelving strip/tonk strip.
SINKING AND STRIP RECESSING TCT For library and book shelving strip/tonk strip.
